What does Nanofiltration Remove?

Nanofiltration (NF) is an advanced membrane filtration technology that bridges the gap between ultrafiltration and reverse osmosis. Utilizing semi-permeable membranes with pore sizes ranging from 0.001 to 0.01 microns, NF effectively removes divalent and multivalent ions, organic molecules, and viruses, while allowing monovalent salts like sodium and chloride to pass through. This selective filtration makes Nanofiltration ideal for applications requiring partial demineralization, organic compound removal, and water softening.

Every system starts with a thorough analysis of your raw water source. Our experienced design and manufacturing teams carefully evaluate the contaminants present to determine the optimal system configuration. Energy usage, installation, and operating costs are all carefully balanced—without ever compromising water quality.
Our commitment: Uncompromised water quality, user-friendly operation, and complete customer satisfaction.
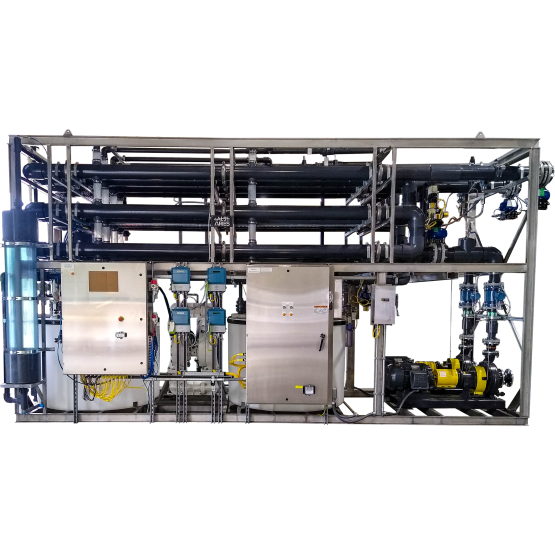
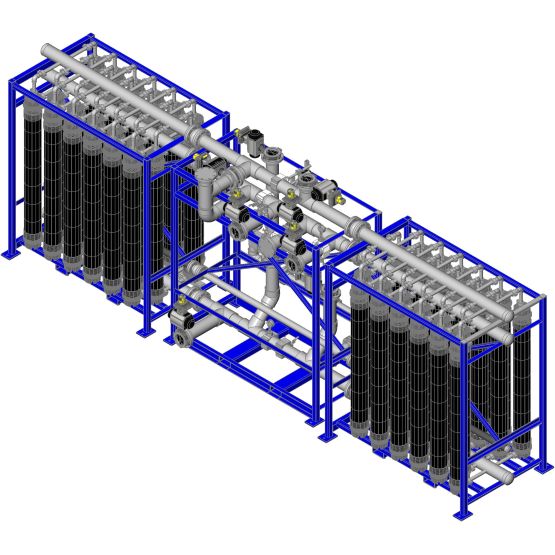
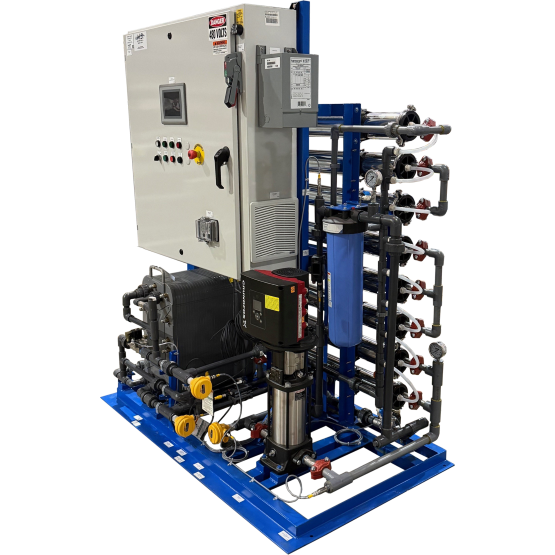
Whether you need a single-pass or double-pass system, multi-media filtration, carbon filtration, UV disinfection, or other advanced treatment options, we work closely with you to design a complete, tailored water treatment solution.

ALSI Nanofiltration Systems are used to meet the demanding water quality standards of various industries:
Beyond performance, ALSI systems are designed to endure. Whether operating in tough industrial settings or continuous-use applications, our filtration solutions offer: